
Field-joint coating
Bond and strength – key factors in coatings
Steel pipes are coated with a corrosion prevention system, either at the factory or on the construction site. When the individual steel pipes are welded together to become pipelines, the coating that was applied in the factory must be partially removed. Once the pipes have been fused together, a new coating is applied to the welded seam to protect them against corrosion and mechanical loads. The sensitive weld seam must be at least as well protected as the rest of the pipe – because a chain is only as strong as its weakest link. In addition to a simple application process, a long-life, reliable corrosion protection solution and good resistance to mechanical loads are also important factors – and the maximum temperature must always be taken into account too. DEKOTEC's system solutions offer weld seam coatings for all kinds of processes, including cold or hot processing and sprayable and liquid coatings, e.g. for special applications. This lets you protect against corrosion and mechanical loads in just one step and with just one product.
Cold processed – no burner required
For weld seam coatings, PLASTELEN® petrolatum tapes and BUTYLEN-PE/butyl tapes can be applied manually using a simple and safe process, without any additional equipment and without a burner. The SEALID® All-in-1 Tape also provides corrosion and mechanical protection in just one step without a primer. To increase efficiency even more, manual or motorised DEKOMAT® wrapping devices can be used with the SEALID®-Tape and BUTYLEN-PE/butyl tapes.
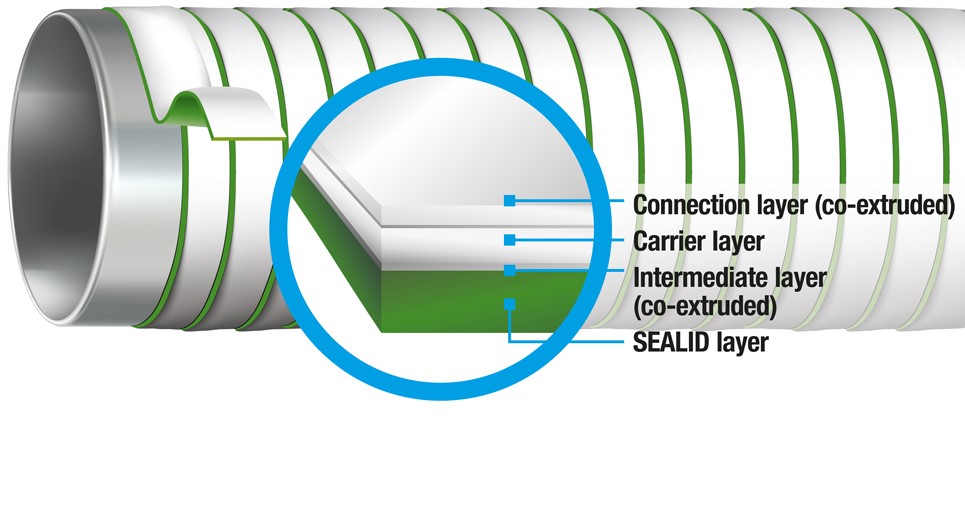
All-in-1 – the universal protection solution
Save on time-consuming preparation and multi-stage workflows: the patented innovation SEALID® All-in-1 makes it easy to protect weld seams. SEALID® All-in-1 reliably protects your pipes against corrosion as well as mechanical influences after just one wrap. Rather than having to deal with several components in a system and complicated workflows, now you need just one solution. No more time-consuming priming, additional devices and laborious protection measures for people and the environment.
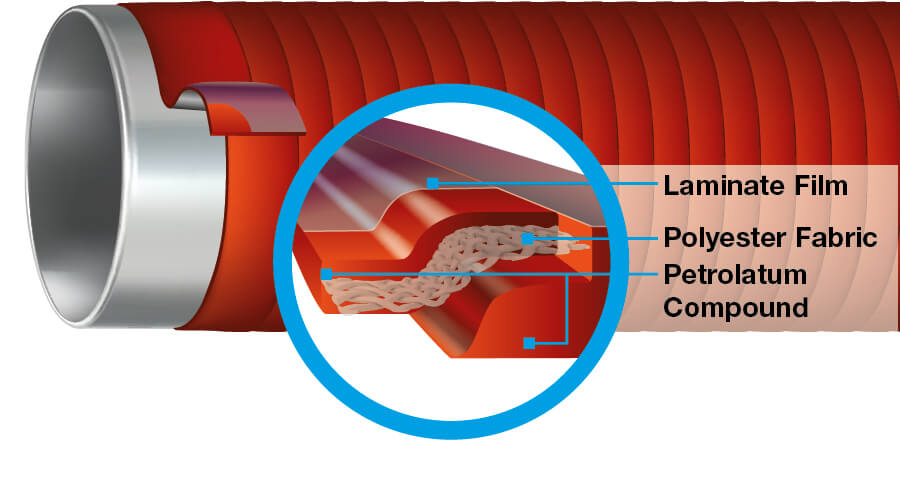
The quality standard for corrosion prevention
For almost a century, cold-processed PLASTELEN® tapes have been used as corrosion prevention coating on pipelines at temperatures from -50°C to +120°C or -58°F to +248°F. With the invention of the petrolatum tape in 1927, we set the quality standard for passive corrosion prevention.
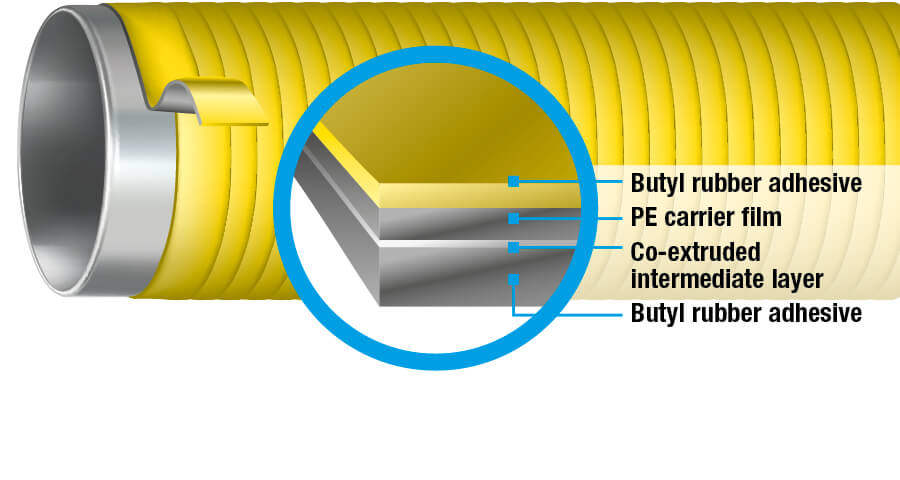
Millions of metres of measurable success
Pipelines can be protected against corrosion and mechanical loads quickly and permanently using cold-processed BUTYLEN-PE/butyl tapes. The layers of the tape fuse together, due to the 3-ply structure, to create a protective hose that is fully sealed at temperatures of -40°C to +100°C or -40°F to +212°F. Immediately after application, the pipeline can be operated at full load. Many millions of metres of BUTYLEN-PE/butyl tapes have already been successfully applied across the world.
Hot processed – burner required
DEKOTEC® heat shrinkable sleeves are applied as weld seam coatings using application equipment (a burner).

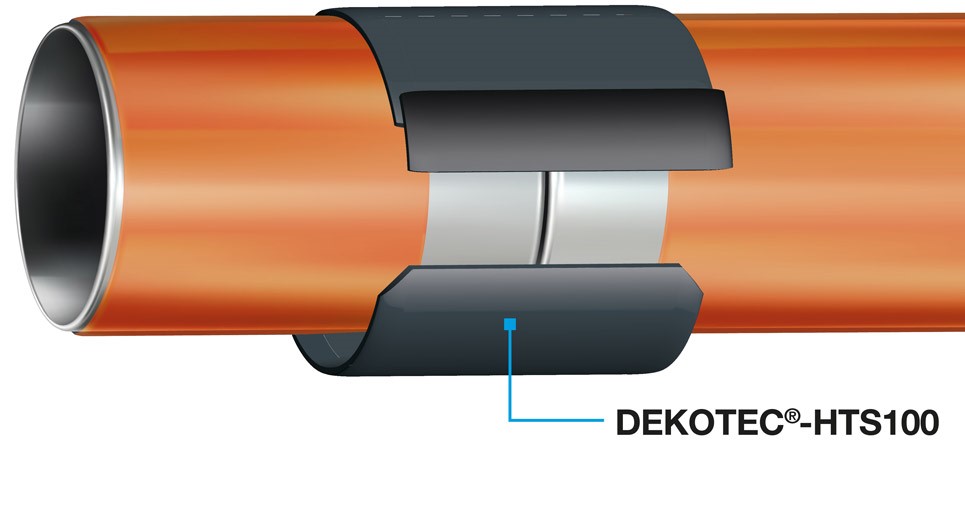
Tough – even at high temperatures
DEKOTEC® shrink sleeves are a 2-layer or 3-layer (incl. primer) corrosion protection system applied directly to the steel surface. The systems are exceptionally easy to apply with no need to spend time pre-heating the surface (DEKOTEC®-MTS); they are extremely robust at high temperatures of up to +120°C (DEKOTEC®-HTS) or as a result of self-repairing properties (DEKOTEC®-BTS).
Sprayable and liquid coatings for special applications
LIQUITOL® coatings are used in special processes such as trenchless installation. They are suitable for temperatures of -40°C to +80°C.
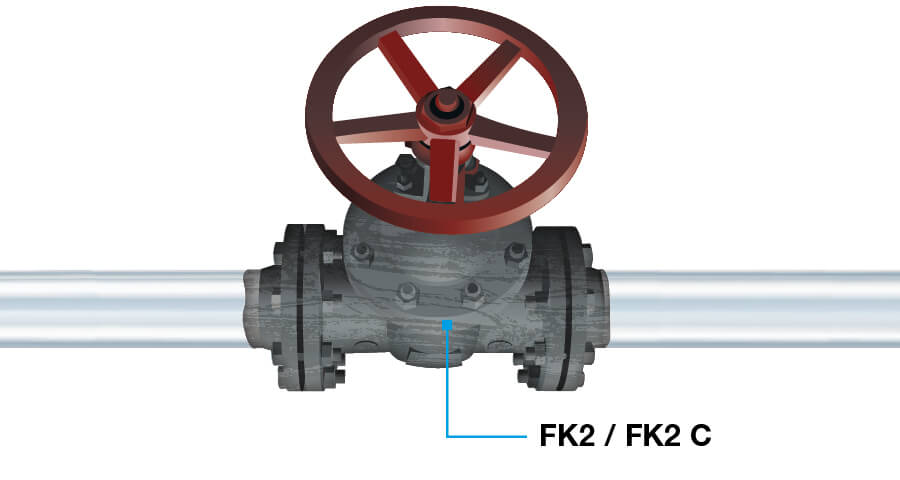
Coating at the factory or on the construction site
The solvent-free product LIQUITOL®-FK2 is a sprayable or liquid coating that is reliable and quick to apply. The product's exceptional hardness combined with just the right amount of stretch provide optimum resistance to mechanical and corrosive loads at temperatures from -20°C to +80°C or -4°F to +176°F.
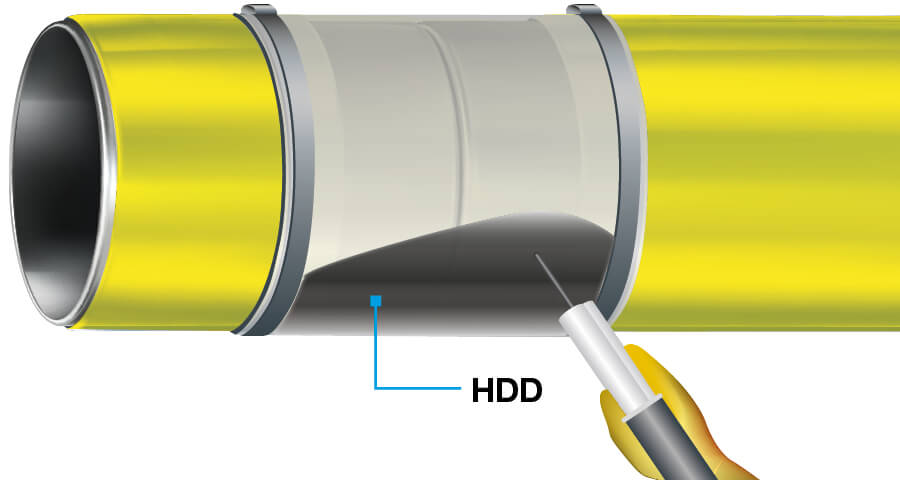
Horizontal directional drilling (HDD) and pipe-plough method
Welded seams on pipes that are laid using horizontal directional drilling or the pipe-plough method must be reliably protected against corrosion and the immense mechanical loads they are subject to. Both of these methods are ideal applications for LIQUITOL®-HDD. This product is characterised by its exceptional hardness and abrasion resistance, combined with excellent stretch resistance and bending strength. The pipe can be pulled into the channel a very short time after application.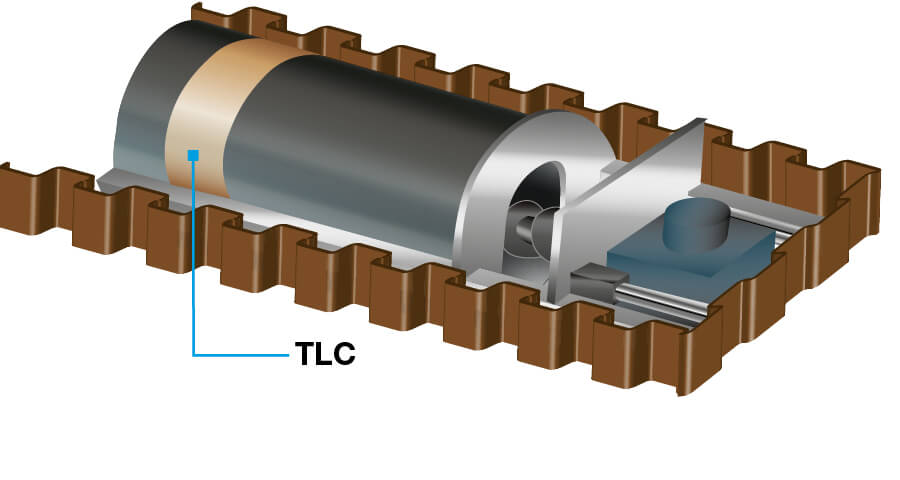
Pipe driving or pipe ramming
In pipe driving (dynamic pipe ramming), LIQUITOL®-TLC is the perfect weld seam coating solution. LIQUITOL®-TLC features fast curing as well as a high abrasion and shear strength. After application, a burner flame can be used to accelerate the curing process even more.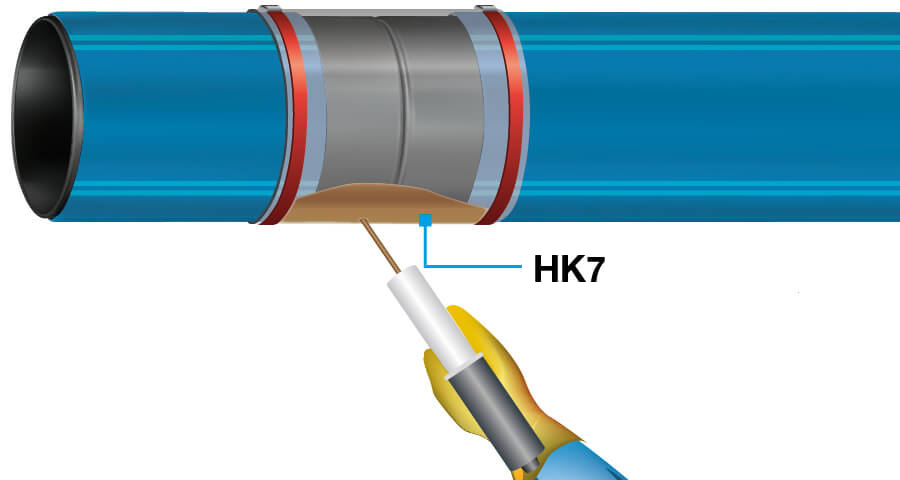
Protection for plastic pipes
In trenchless installation, weld seams on plastic pipes can be protected against exceptionally high mechanical loads using LIQUITOL®-HK7 C.Contact – What can we do for you?
Do you have questions about products, system solutions or our company? Fill in our contact form. We are looking forward to hearing from you.